Die Vorteile der Flächenrauheit gegenüber der Profilrauheitsmessung
Wir lehnen uns mal weit aus dem Fenster und sagen: Rauheitsmessung ist einfach. Sogar mit taktilen Rauheitsmesssystemen erhält man in relativ kurzer Zeit Parameter wie Ra oder Rz. Warum dann so viel Theater wegen der Oberflächenbeschaffenheit und der Ruf nach einer flächenhaften Rauheitsmessung? Tja, vielleicht ist es einfach, eine Rauheitsmessung durchzuführen, doch ein sinnvolles, für die Oberfläche repräsentatives Ergebnis, das Rückschlüsse auf den Prozess ziehen lässt und auch gewisse Aussagen über die Funktionalität zulässt, ist schon etwas Anderes. Wir erklären hier, ob und an welchen Werkstücken die flächenhafte Rauheitsmessung die Profilmessung überbietet und wie selbst umfangreichste Auswertungen immer noch einfach sind.
Schon seit Jahrzehnten wird in der fertigenden Industrie Rauheit gemessen und das zum größten Teil am Profil. Mittlerweile gibt es aber schon eine internationale Norm, die Vorgaben für die Flächen-Rauheitsmessung macht. ISO 25178 stellt für die berührungslose Messmethode dreidimensionale Texturparameter, die Operatoren, die anwendbare Technik und Vorgaben zum Kalibrieren auf.

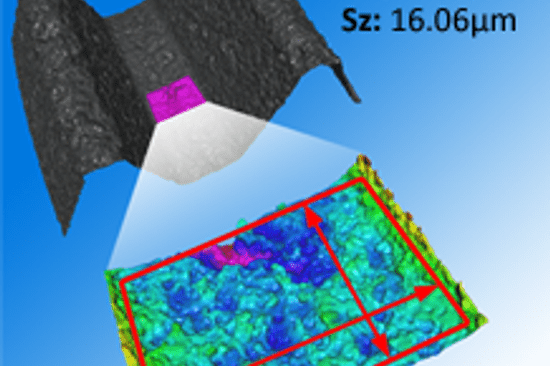
Die flächenhafte Rauheitsmessung liefert ganz andere und viel akkuratere Einblicke in die Oberflächenbeschaffenheit als die Profilrauheitsmessung.
Im ersten Moment könnte man sich denken, dass ja in beiden Fällen die Rauheit gemessen wird und das ist auch richtig, aber es geht um die Aussagekraft und die Schlussfolgerungen aus der Messung, und aussagekräftiger ist nun mal die Messung der Fläche. Und zwar aus folgenden Gründen:
Unebenheiten werden nicht nur angezeigt, sondern ihre statistische Verteilung auf der Fläche kann mit der Flächenmessung ausgewertet werden. Doch nicht nur das, die Profilmessung entlang einer Linie kann zwar darstellen, wie hoch oder tief Spitzen und Täler sind, doch den gesamten Umfang der Unebenheit nicht, denn die Abstände auf der y-Achse werden nicht erfasst.
Die Isotropie ist eine Vorzugsrichtung. Das bedeutet, dass sich die Strukturen auf einer Oberfläche in einer Richtung wiederholen. Das kann gewollt sein oder eben nicht. Die meisten Oberflächen haben eine solche Orientierung. Und gerade jene Strukturen, die im Vorfeld nicht bekannt sind, können in der profilhaften Messung untergehen. Außerdem müssen Sie das Profil normal zur Struktur ziehen, um die Isotropie zu erfassen, und das ist doch eher unwahrscheinlich, wenn man die Vorzugsrichtung nicht kennt. In der flächenhaften Rauheitsmessung zeigt sich die Struktur auf jeden Fall – egal ob man sich ihrer im Vorfeld bewusst war oder nicht.
Auch, wenn es um die Funktionalitätsbestimmung eines Werkstücks geht, steht die Profilmessung der Flächenmessung nach. Vor allem bei Beschichtungen und Lackierungen findet man mit einer linienhaften Messung nicht das Auslangen und mögliche Lufteinschlüsse der Lackierung beschränken sich nicht auf eine Linie, wie sie im Profil gezogen wird. Dabei sind diese besonders wissenswert, da solche Lufteinschluss-Stellen Gefahr laufen, aufzubrechen. Häufig sind Lacke nicht einmal hart genug für eine taktile Rauheitsmessung. In puncto Verschleißbewertung hat die flächenhafte Messung ebenfalls die Nase vorn, denn was nützt die Messung des Profils, wenn das gesamte Objekt bewertet werden muss? Dasselbe gilt für Dichtflächen.
Die Rauheit eines Objektes wirkt sich enorm auf dessen Optik aus. So liegt es alleine an der Rauheit der Oberfläche, ob uns ein Gegenstand glänzend oder matt erscheint. Da die Optik auf dem gesamten Probenstück gleich sein soll, spricht alles für die Flächenrauheitsmessung. Auch für die Haptik eines Werkstücks ist es wichtig, die Fläche statt des Profils zu betrachten.
Die Rauheitsmessung ist ein Schritt in der Qualitätssicherung, der am besten schon zum Start der Entwicklung integriert gehört und fixer Bestandteil der Produktion ist. Denn nur so kann man sicherstellen, dass jedes vom Band gehende Werkstück auch wirklich den Zeichnungen entspricht. Allerdings ist die Qualität eines ganzen Objektes nicht auf die Rauheit am Profil rückführbar. Denken Sie bloß an die Medizintechnik, die sich keinerlei Abweichungen leisten kann. Doch ähnlich verhält es sich auch in der Luft- und Raumfahrt, in der Automobilbranche, bei Mikropräzisionsteilen, ja sogar beim Werkzeugbau. Rauheit bedingt Reibung und weiterführend Dichtung, Verschleiß und das Kontaktverhalten mit anderen Objekten.
Die Antwort ist einfach: alle. Die flächenhafte Rauheitsmessung weist keinerlei Einschränkungen gegenüber der Messung am Profil auf. Beide sind natürlich limitiert auf bestimmte Größen, jedoch gibt es keine Oberflächenstruktur, die sich für die flächenhafte Rauheitsmessung nicht eignet. Umgekehrt sieht es jedoch anders aus. Hier zum Vergleich drei mögliche Oberflächen:
An CNC Werkstücken kann ohne Probleme eine flächenhafte Rauheitsmessung durchgeführt werden. Die Frage ist nicht, ob es geht, sondern ob es zwingend notwendig ist. In den meisten Fällen reicht auch das singuläre Profil, um die Rauheit bestimmen zu können. Allerdings haben Mikro-Bauteile, die CNC gefertigt werden, bei den Funktionsflächen gar nicht ausreichend Platz für eine normgerechte profilhafte Auswertung. Für die Messung an der Fläche reicht oft ein Bruchteil der Länge aus.


Hier sieht die Sache schon etwas anders aus. Die Struktur macht es nötig, dass zumindest eine Mehr- oder Vielzahl an Profilen gezogen wird, um eine Aussage über die Beschaffenheit treffen zu können. Das ist natürlich möglich – selbst mit taktilen Systemen, aber es kostet Zeit und wird nie zu hundert Prozent akkurat ausfallen, weil es immer nur Teilproben sind. Daher für strukturierte Oberflächen (zum Beispiel gelaserte) gleich die flächenhafte Messung!
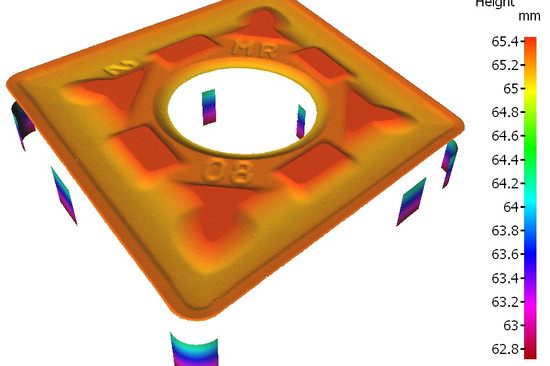
Jetzt sind wir schon in einen Bereich gekommen, wo eine Profilmessung einfach keine Rückschlüsse auf die Funktionalität oder den Prozess möglich macht. Im Gegenteil: Sie könnte die Ergebnisse verfälschen. Je nachdem, entlang welcher Linie gemessen wird, können sich dort – wie die Bezeichnung schon verrät – zufällig vermehrt Täler oder Spitzen befinden. Diese könnten auch höher oder tiefer sein als am restlichen Werkstück. Das bedeutet, dass wir durch eine profilhafte Messung auf einer zufälligen Oberfläche, wie sie zum Beispiel in der additiven Fertigung oder auch durch Schleifen entsteht, keinerlei Aussagen über die tatsächliche Rauheit treffen können.
Jetzt, da wir die Lanze für die Flächenrauheitsmessung gebrochen haben, wollen wir kurz auf weitere Vorteile von berührungslosen Rauheitsmessgeräten zu sprechen kommen. Der erste liegt auf der Hand: Eine Rauheitsmessung der Fläche ist taktil nicht möglich – oder so gut wie unmöglich. Sie können natürlich zahllose Profile ziehen und darauf die Rauheit messen, doch ein aussagekräftiges, dreidimensionales Ergebnis erhalten sie nicht. Das führt uns schon zum nächsten Trumpf: 3D Daten, die leicht zu lesen und zu bewerten sind. Die Abweichungen lassen sich direkt mit der Ursprungszeichnung vergleichen. Außerdem haben taktile Rauheitsmesssysteme einen Taster, der das Profil abfährt. Dabei entstehen zwei Probleme:
Folgendes müssen wir noch dazusagen, wenn wir von Rauheitsmessgeräten sprechen: Auch die flächenhafte Rauheitsmessung ist kein Garant für eine ausreichende Qualitätskontrolle. Es hängt sehr stark von der richtigen Anwendung und den gezogenen Ergebnissen ab. Mittelwerte sind vielleicht interessant, doch weder Ra noch Sa allein ist aussagekräftig. In der Abbildung darunter sehen Sie, warum. Kombiniert man jedoch mehrere Parameter, kann man durchaus fundierte Aussagen über die Qualität der Oberfläche treffen. Und gerade die flächenhafte Rauheitsmessung bietet eine Menge Parameter, anhand derer man eine sehr präzise Oberflächenbestimmung machen kann. Das gilt übrigens nicht nur fürs Entwicklungslabor. Was in der Entwicklung explorativ erforscht wird, kann mit den vollautomatisierten Lösungen von Bruker Alicona direkt in die Fertigung integriert werden.

Wo die Sinnhaftigkeit der Rauheit am Profil endet: All diese Profile haben ähnliche Ra Werte.
Wir bleiben dabei: Rauheitsmessung ist einfach. In vielen Fällen ist die Messung am Profil vielleicht ein wenig unkomplizierter – vor allem, wenn man mit taktilen Geräten arbeitet. Was aber nützt einem die simpelste Handhabung, wenn man im Endeffekt keinen wirklichen Nutzen aus den Ergebnissen ziehen kann oder im schlimmsten Fall das Werkstück sogar beschädigt? Wer bereits Erfahrung im Umgang mit optischen 3D Messgeräten hat, wird den Umstieg von Profil- auf Flächenmessung nicht als schwierig erachten. Die Messsysteme von Bruker Alicona verhalten sich in der flächenhaften Messung nicht viel anders als im Profil. Unsere Messtechnik-Spezialisten stehen Ihnen gerne mit Rat und Tat zur Seite – egal, ob Sie sich bereits für die Messung der Fläche entschieden haben oder noch nicht sicher sind, welche Messmethode für Sie die richtige ist. Kontaktieren Sie uns gerne.
dieSonne-web-(21)-550x366.jpg "Turbine Blade with Cooling Holes")




dieSonne-(10)-2076x1706-550x366.jpg)
-550x366.jpeg)
die_Sonne-550x366.png "Bruker Alicona at AMB 2024 in Stuttgart")



_Nagel-550x366.jpg)


-1024x576-550x366.jpg)
dieSonne-065-550x366.jpg)

dieSonne-120-550x366.jpg)






dieSonne-137-550x366.jpg)




dieSonne-web-(102)-550x366.jpg)
-550x366.jpg)
dieSonne-(23)-1706x1708-550x366.jpg "So erreichen Sie alle Bereiche Ihrer Schaftwerkzeuge, Dreh- und Stanzteile")
dieSonne-(01)-2277x1706-550x366.jpg "Fertigungsmesstechnik Shopfloor Enclosure FocusX")
