Wie Sie die komplexen Mikrogeometrien Ihrer Schneidwerkzeuge messen – einfach, schnell und ohne Expertenwissen
Egal ob Werkzeughersteller oder Nachschleifzentrum, die Qualitätsansprüche an Schaftwerkzeuge steigen für die gesamte Branche. Längst schon reicht eine oberflächliche Qualitätssicherung der Geometrie nicht mehr aus. Zum einen, weil die Werkzeuge immer kleiner werden und klassische Messsysteme da nicht mithalten können. Zum anderen, weil der Großteil der Kundschaft auch einen Nachweis über die mikrogeometrischen Parameter braucht und fordert.
Wie ist das gemeint? Einerseits ist die Qualitätssicherung von Bohrern so komplex wie noch nie. Immer mehr und mehr Parameter werden evaluiert, um die Standzeit zu erhöhen und die Qualität des Werkstücks zu garantieren. So viel zur Komplexität. Aber was soll daran einfach sein? Die Entwicklung der optischen Messtechnik, die erlaubt, das Messen von Schaftwerkzeugen zu automatisieren, hält mit den Anforderungen an die Qualitätssicherung mehr als nur Schritt. Besprechen wir doch einfach, wie Sie die hochpräzise Fertigung Ihrer Werkzeuge nachweisen, ohne sich dabei völlig in der Qualitätssicherung zu verlieren.
Bohrer, Fräser und Senker haben vielfältige Ansprüche das Quality Management. Das gilt sowohl für die Forschung als auch für die Produktion. Doch warum eigentlich? Was sind denn die Folgen mangelnder Qualität in der Werkzeugindustrie?

Unterschiedliche Qualitätsmerkmale bestimmen über oben genannte Werkzeugdefekte. Und diese sollten Sie nach bestem Wissen und Gewissen bestimmen und belegen. Doch gerade, weil es viele kleine Einzelheiten sind, die der Qualitätskontrolle von Bohrern ausmachen, ist die Messtechnik angehalten, einfache, schnelle und bedienerfreundliche Lösungen zu bieten.
Ob Produktion oder Forschung, ob Eingangs- oder Endkontrolle, es sind doch immer dieselben Parameter, die einen guten Bohrer von einem mittelmäßigen oder gar schlechten abheben. Was sind denn nun die wirklich wichtigen Größen, die es zu evaluieren gibt? Die wichtigsten Parameter finden Sie in den Hauptkomponenten des Werkzeuges. Diese sind die Schneidkanten, die Spannut und die Geometrie des Bohrers.
Einen Bohrer oder Fräser kann man nicht direkt nach der Produktion auf ein Werkstück loslassen. Die Kanten sind noch undefiniert, unförmig und zu scharfkantig. Die für die Zerspanung ideale Kantenverrundung erzielt man erst durch die Schneidkantenpräparation. Überprüfen sollte man an der Schneidkante die folgenden drei Parameter:

Dieser spielt eine wesentliche Rolle für die Beschichtbarkeit, die Schartigkeit, die Schnittleistung, den Verschleiß und die Standzeit des Schaftwerkzeuges. Oder positiv formuliert: Der richtige Radius verlängert die Werkzeugstandzeit, erhöht die maximale Zustellung, verbessert die Oberflächengüte am Werkstück und sorgt für eine störungsfreie Positionierung des Werkzeuges. Wenn Sie bemerken, dass Ihr Werkzeug konische Löcher bohrt, ist das Problem höchstwahrscheinlich auf den Kantenradius zurückzuführen.
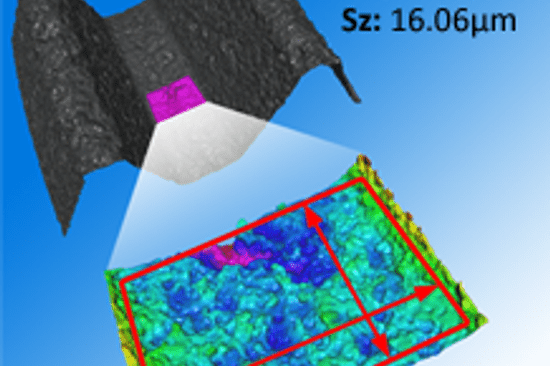
Unter der Schartigkeit versteht man bei Schaftwerkzeugen die Ungleichmäßigkeit entlang der Schneidkante. Nennen wir sie das Maß für Mikroabweichungen zwischen Soll- und Ist-Geometrie, also eine Bewertung der Schneidkanten-Topographie. Achtung: Formabweichungen der Schneidkante zählen nicht zur Schartigkeit. Wie sie sich bestimmt schon denken können, kann eine Rauheitsmessung Auskunft über diesen Qualitätsfaktor geben. Und diese sollte man auch durchführen, denn die Schartigkeit hat direkten Einfluss auf Verschleiß und Werkzeugbruch.

Die Spannut muss vor allem mit ihren Rauheitswerten glänzen. Dabei handelt es sich um jenen Teil des Werkzeuges, der den Span abtransportiert. Passiert dies nicht reibungslos und bleibt der Span am Bohrer oder Fräser hängen, hat das einerseits zur Folge, dass sich der Bohrer verkeilt, weil der Span bei der Arbeit im Weg ist. Andererseits erhitzt sich der Span und schmilzt sogar auf dem Werkzeug. Dass die Bearbeitungsqualität unter einem solchen Hitzestau leidet, ist wohl selbsterklärend. Auch für die Beschichtung spielt die Nutrauheit eine wichtige Rolle.
Mit den meisten Beschichtungsverfahren kommen kleine Defekte – sogenannte Droplets – auf die Spannut. Diese wiederum bilden einen Widerstand bei der Spanabfuhr. Außerdem besteht das Risiko, dass an diesen Stellen die Beschichtung bricht. Ob die Droplets auf Ihrem Werkzeug innerhalb der Toleranz liegen oder nicht, müssen Sie ebenfalls in Ihrer Qualitätssicherung bestimmen. Möglicherweise gehören diese nochmal ausgeglättet.

Haben Sie rausgelesen, was das wirklich Besondere an dem neuen Round Tool Alignment ist? Sie müssen sich selbst überhaupt nicht mehr um die Ausrichtung Ihres Werkzeuges kümmern, denn diese wird vollautomatisch erkannt. Sie spannen es ganz einfach ein, die Rotationseinheit orientiert den Bohrer oder Fräser gemäß dem CAD, das Sie im Vorfeld geladen haben. Das hat folgende Vorteile:
An ihren Bohrern und Fräsern gibt es noch weit mehr Parameter, die Sie bestimmen wollen und sollen. Diese sind:
%20(1)-533x300.jpg "Unterschiedliche Parameter Ihrer Werkzeuggeometrie, die evaluieren können")
Einen tieferen Einblick in die Qualitätsparameter von Schneidwerkzeugen erhalten Sie in diesem Whitepaper.
Sie brauchen ein Bruker Alicona Messsystem, wenn Sie die höchsten Ansprüche für Ihre Bohrer, Fräser und Senker erfüllen wollen. Das klingt vielleicht erstmal nach hohen Anschaffungskosten. Doch die gute Nachricht: Sie brauchen für all die oben genannten Paramater und Messaufgaben nur ein einziges Gerät. Das Round Tool Alignment ist für die Software MetMaX erhältlich, egal mit welchem der folgenden drei Messsysteme sie arbeiten.



Ihnen geht es ausschließlich um schnelle Messungen der Schneidkanten direkt in der Fertigung? Dann schauen Sie sich unsere EdgeMaster-Serie genauer an. Auch als Cobot für große Schneidwerkzeuge erhältlich. Und wenn Sie sich noch nicht sicher sind, was genau Sie brauchen, dann melden Sie sich bei uns und wir finden gemeinsam die beste Lösung.
dieSonne-web-(21)-550x366.jpg "Turbine Blade with Cooling Holes")




dieSonne-(10)-2076x1706-550x366.jpg)
-550x366.jpeg)
die_Sonne-550x366.png "Bruker Alicona at AMB 2024 in Stuttgart")



_Nagel-550x366.jpg)


-1024x576-550x366.jpg)
dieSonne-065-550x366.jpg)

dieSonne-120-550x366.jpg)






dieSonne-137-550x366.jpg)




dieSonne-web-(102)-550x366.jpg)
-550x366.jpg)
dieSonne-(23)-1706x1708-550x366.jpg "So erreichen Sie alle Bereiche Ihrer Schaftwerkzeuge, Dreh- und Stanzteile")
dieSonne-(01)-2277x1706-550x366.jpg "Fertigungsmesstechnik Shopfloor Enclosure FocusX")
