Alles, was Sie für eine ordentliche Rauheitsmessung wissen müssen
Warum wende ich eigentlich immer einen Filter an, und wieso muss es genau dieser sein? Was bedeutet nochmal Rz und wieso messen wir die Profilrauheit und nicht die flächenhafte? Egal, ob Sie sich gerade ganz neu mit dem Thema Rauheitsmessung befassen oder bereits ein Profi im Erfassen der Oberflächenstruktur sind, es gibt jede Menge zu lernen. Hier finden Sie die wichtigsten Begrifflichkeiten einfach und verständlich aufbereitet. Beginnen wir doch mal ganz am Anfang.

Welche Oberfläche ist rauer? Welche ist besser? Beides hängt von der gewünschten Funktionalität ab.
Unter Rauheit versteht man die Beschaffenheit der Oberfläche eines Gegenstandes oder Objektes. Nennen wir es die "Unebenheiten". Nun sind die meisten Oberflächen von Bauteilen nicht plan, sondern werden in erster Linie durch ihre funktionale Form bestimmt. Im ersten Schritt entfernt man diese Form, damit die Textur der Oberfläche übrigbleibt. Denn die Form selbst kann ja Höhen und Tiefen aufweisen, die aber geometrisch so gewollt sind. Egal wie klein diese auch sein mögen, die haben mit der Rauheit nichts zu tun. Daher zieht man die Form erstmal ab. Das ist aber nicht alles, denn die Oberfläche ist durch hoch- und niedrigfrequente Wellen gekennzeichnet. Hochfrequente Wellen sind die Rauheit, die Sie messen wollen. Das heißt, die niedrigfrequenten, die sogenannte Welligkeit, müssen Sie noch loswerden. Und dafür wiederum brauchen wir einen Filter.
Diese Frage stellt sich Ihnen nun berechtigterweise, wenn Sie eine Rauheitsmessung durchführen wollen. Oder auch nicht, weil Sie bereits mit der Messtechnik von Bruker Alicona arbeiten und daher wissen, dass dies mit wenigen Mausklicks erledigt ist. Beispiele für geometrische Formen sind:
Nach dem Formabzug bleibt eine ebene Fläche für die Evaluierung zurück.
Um nach der Form auch noch die Welligkeit abziehen zu können, gibt es zwei Methoden in der Rauheitsmessung, abhängig vom vorausgehenden Wissensstand. Beide Vorgänge haben eines gemeinsam: Sie basieren auf Lc (LambdaC). Lc ist die Grenzwellenlänge, jene Länge, die Welligkeit und Rauheit separiert. Oder einfacher ausgedrückt: Höhere Frequenzen bleiben in der Oberfläche bestehen, niedrigere Frequenzen werden rausgefiltert. Aber wie erhält man nun den passenden Lc-Wert? Folgende zwei Möglichkeiten gibt es:
1. Lc ist in der Zeichnung ersichtlich.
2. Die Zeichnung gibt keine Aufschluss über Lc. In diesem Fall gehen Sie von Ihrem Soll-Rauheitswert und der Setting Class aus und lesen Lc aus der Tabelle ab. Siehe Abbildung.

Tabelle zur Ermittlung von Lc
Das klingt jetzt alles wahnsinnig kompliziert. Die gute Nachricht ist jedoch, dass die Software von Bruker Alicona (MetMaX) bereits Hinweise gibt, wie eine normkonforme Rauheitsmessung durchgeführt werden kann. Auch die Tabelle zur Ermittlung von Lc nach ISO 21920 ist implementiert.
Eigentlich müsste es Profilrauheitsmessung und Flächenrauheitsmessung heißen, denn es geht ja um die Art und Weise, wie gemessen wird. Es sind zwei verschiedene Messmethoden zur Ermittlung der Rauheit, wenngleich man unterschiedliche Ergebnisse erhält. Der Name verrät schon, was Sache ist: Die Profilrauheitsmessung zieht ihre Werte aus einem Profil, während die flächenhafte Messung eine gesamte Fläche bewertet.
Die Profilrauheitsmessung ist weit verbreitet und somit besser etabliert als die flächenhafte Oberflächenbestimmung. Das liegt daran, dass die Rauheit am Profil schon seit Jahrzehnten gemessen wird. Die Ergebniswerte sind Ra (mittlere Rauheit), Rq (quadratischer Mittelwert) und Rz (Rautiefe). Die dahinterliegenden Normen sind umfangreich, aber auf die Normen kommen wir in einem anderen Artikel zu sprechen. Um aussagekräftige Ergebnisse zu erhalten, muss der Messtechniker schon eine gewisse Kenntnis der Oberfläche haben und wissen, was er tut.
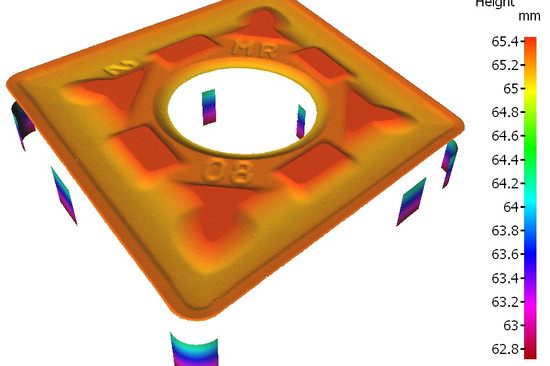
Die Flächenmessung ist neuer. In der Vergangenheit wurde die Rauheit mit taktilen Systemen gemessen. Taktil bedeutet, dass ein Taster über das Bauteil fährt und so bestimmt, wo es Höhen und Tiefen gibt. Mit einem solchen Rauheitsmessgerät ist es nicht beziehungsweise nur mit extrem hohem Aufwand möglich, eine Flächenmessung durchzuführen. Erst durch die berührungslose Messung bietet es sich an, eine Fläche zu messen. Die Ergebnisse sind komplexer und umfangreicher. Sie erhalten neben Sa (mittlere arithmetische Höhe), Sq (mittlere quadratische Höhe) und Sz (maximale Höhe) viele weitere Parameter, wie die Volumsparameter, die auch bessere Rückschlüsse auf die Funktion der Oberfläche zulassen. Mit diesen Parametern können Sie Aussagen zur Haptik, Reibung oder zu Gleiteigenschaften treffen. Der Outcome ist außerdem zuverlässiger und wiederholbarer. Auch ist die Flächenmessung sicherer gegenüber Benutzereinflüssen. Die untenstehende Abbildung zeigt, wieso in den meisten Fällen eine Rauheitsmessung auf der Fläche sinnvoller ist als am Profil.

Selbes Profil, völlig unterschiedliche Oberfläche
Damit Sie auch wissen, welche Größen hinter welchen Namen stecken, versorgen wir Sie noch mit einem kurzen Glossar. Einige haben Sie ja bereits gehört:
Ra, der arithmetische Mittelrauwert, ist das Integral des absoluten Rauheitswerts (schattierte Fläche) geteilt durch die Messstrecke I.
Rq ist der quadratische Mittelwert der Rauheit des Profils
Rt: Gesamthöhe des Rauheitsprofils
Rmax: Maximale Höhe des Rauheitsprofils innerhalb einer Einzelmessstrecke
Rz: Gemittelte Höhe des Rauheitsprofils
Rp: Höhe der größten Profilspitze (Rauheitsprofil)
Rv: Tiefe des größten Profiltales (Rauheitsprofil)
Rk: Kernrautiefe, Höhe des Kernbereiches
Rpk: Reduzierte Spitzenhöhe
Rvk: Reduzierte Riefentiefe
Sa: Arithmetischer Mittelwert d. Höhen d. ausgewählten Fläche
Sq: Quadratischer Mittelwert d. Höhen d. ausgewählten Fläche
Sz: Maximale Höhe der ausgewählten Fläche
Vvc: Leervolumen der Kernbereichs der Oberfläche
Vmc: Materialvolumen des Kernbereichs der Oberfläche
Vvv: Leervolumen der Täler der Oberfläche
Vmp: Materialvolumen der obersten Spitzen der Oberfläche
Spk: Reduzierte Spitzenhöhe, mittlere Höhe der herausragenden Spitzen über dem Kernbereich
Svk: Reduzierte Riefentiefe, mittlere Tiefe der Profiltäler unterhalb des Kernbereiches
Wir hoffen, unsere Erklärungen helfen Ihnen, das Thema Rauheitsmessung besser zu verstehen und erläutert, warum Sie welche Schritte bei der Anwendung durchführen. Wenngleich das Thema Rauheit sehr umfangreich und kompliziert wirken mag, sind die Messgeräte von Bruker Alicona auch perfekt für den Einstieg in die Rauheits-messung geeignet. Die Software ist gerüstet, um Ihnen die Oberflächenbestimmung so einfach wie möglich zu machen und unser Support-Team hilft bei Problemen und Wissenslücken.

Möchten Sie Ihre Messprozesse optimieren und hochpräzise Messergebnisse erzielen? Unser Poster über optische Rauheitsmessung beinhaltet messtechnische Begriffe, Messaufgaben, Know-how-Tabellen, ISO-Filter und LC-Filter zur Unterstützung eines reibungslosen Messprozesses.



")





dieSonne-(10)-2076x1706-550x366.jpg)
-550x366.jpeg)
die_Sonne-550x366.png "Bruker Alicona at AMB 2024 in Stuttgart")




_Nagel-550x366.jpg)


-1024x576-550x366.jpg)
dieSonne-065-550x366.jpg)

dieSonne-120-550x366.jpg)






dieSonne-137-550x366.jpg)




dieSonne-web-(102)-550x366.jpg)
-550x366.jpg)
dieSonne-(23)-1706x1708-550x366.jpg "So erreichen Sie alle Bereiche Ihrer Schaftwerkzeuge, Dreh- und Stanzteile")
dieSonne-(01)-2277x1706-550x366.jpg "Fertigungsmesstechnik Shopfloor Enclosure FocusX")

dieSonne-web-(21)-550x366.jpg "Turbine Blade with Cooling Holes")
