The Advantages of Areal over Profile Roughness Measurement Systems
We'll go out on a limb and say: roughness measurement is easy. Even with tactile systems, parameters such as Ra or Rz can be obtained in a relatively short time. So why so much fuss about surface finish and the call for areal roughness measurement? Well, perhaps it is easy to carry out a roughness measurement, but a meaningful result that is representative of the surface, that allows conclusions to be drawn about the process and also allows certain statements to be made about functionality, is quite another matter. We explain whether and on which components surface roughness measurement outperforms profile measurement and how even the most comprehensive evaluations are still simple.
Roughness has been measured in the manufacturing industry for decades, mostly on the profile. In the meantime, however, there is already an international standard that provides specifications for surface roughness measurement. ISO 25178 specifies three-dimensional texture parameters, operators, applicable technology and calibration requirements for the non-contact measurement method.

Areal roughness measurement provides completely different and much more accurate insights into the surface condition than profile roughness measurement.
At first you might think that it is always roughness, that is measured, and that is correct. It is about the significance and the conclusions from the measurement. And the areal measurement of the surface is more meaningful for the following reasons:
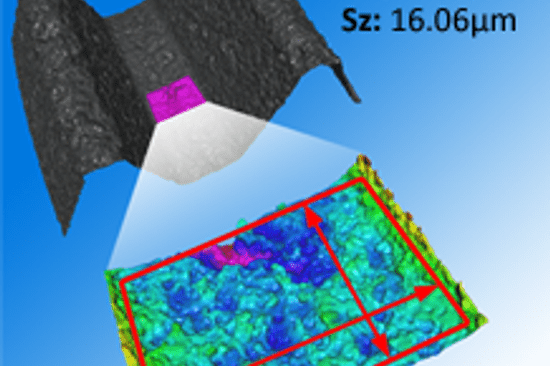
Not only are bumps displayed, but their statistical distribution on the surface can be evaluated with the area measurement. The profile measurement along a line can show how high or deep peaks and valleys are, but not the entire extent of the unevenness, because the distances on the y-axis are not recorded.
Isotropy is a preferred direction. This means that the structures on a surface repeat in one direction. This may or may not be intentional. Most surfaces have such an orientation. And it is those structures that are not known in advance that can be lost in the profiled measurement. Besides, you need to draw the profile normal to the structure to capture the isotropy, and that is rather unlikely if you don't know the preferred direction. In the areal roughness measurement, the structure shows up in any case - whether you were aware of it in advance or not.
Profile measurement is also inferior to areal measurement when it comes to determining the functionality of a workpiece. Particularly in the case of coatings and paints, a linear measurement is not sufficient. Possible air inclusions in the coating are not limited to a line as drawn in the profile. These are particularly worth knowing about, since such air entrapment points run the risk of cracking. Often, coatings are not even hard enough for tactile roughness measurement. In terms of wear evaluation, surface-based measurement is also ahead of the game, because what good is measuring the profile if the entire object has to be evaluated? The same applies to sealing surfaces.
The roughness of an object has an enormous effect on its appearance. The roughness of the surface alone determines whether an object appears glossy or matte. Since the optics should be the same on the entire specimen, everything speaks in favor of surface roughness measurement. Talking about the haptics of a component it is just as important to look at the surface instead of the profile.
Roughness measurement is a step in quality assurance that is best integrated at the start of development and should be a fixed step within production. This is the only way to ensure that every part coming off the production line corresponds to the drawings. However, the quality of an entire object cannot be traced back to the roughness of the profile. Just think about medical technology, which cannot afford any deviations. But the situation is similar in aerospace, automotive, micro-precision parts, and even toolmaking. Roughness determines friction and, further on, sealing, wear, and contact behavior with other objects.
The answer is simple: all of them. Areal surface measurement has no limitations whatsoever compared to profile measurement. Both are of course limited to certain sizes, but there is no surface structure that is not suitable for an areal roughness measurement. The situation is different the other way around. Here are three possible surfaces for comparison:
Areal surface roughness measurement can be performed on CNC workpieces without any problems. The question is not whether it is possible, but whether it is absolutely necessary. In most cases, the singular profile is sufficient to determine the roughness. However, micro-components that are CNC-manufactured do not have sufficient space at the functional surfaces for a standard-compliant profile evaluation. For the measurement on the surface, a fraction of the length is often sufficient.


Here, the situation is somewhat different. The structure makes it necessary to take at least several or a large number of profiles in order to be able to make a statement about the condition. This is of course possible - even with tactile systems, but it takes a lot of time and will never be one hundred percent accurate because it is always only partial samples. Therefore, for structured surfaces (e.g. lasered), the area-based measurement should be used immediately!
Now we have already reached an area where a profile measurement simply does not allow any conclusions to be drawn about the functionality or the process. On the contrary, it could falsify the results. Depending on the line along which the measurement is made, there may be - as the name suggests - more random valleys or peaks. These could also be higher or lower than on the rest of the workpiece. This means that we cannot make any statements about the actual roughness through a profile measurement on a random surface, as is the case in additive manufacturing or with ground components, for example.
Now that we have broken the lance for surface roughness measurement, let's briefly talk about other advantages of non-contact roughness measurement. The first one is obvious: Measuring the roughness of the surface is not possible - or practically impossible. You can, of course, draw countless profiles and measure the roughness on them, but you will not get a meaningful, three-dimensional result. This already leads us to the next trump card: 3D data sets that are easy to read and evaluate. The deviations can be compared directly with the original drawing. In addition, tactile measuring systems have a stylus that traces the profile. Two problems arise in this process:
We have to add the following when we talk about roughness: Even the areal roughness measurement is not a guarantee for sufficient quality control. It depends very much on the correct application and the results drawn. Average values may be interesting, but neither Ra nor Sa is meaningful. In the figure below you can see why. However, if you combine several parameters, you can definitely make well-founded statements about the quality of the surface. And areal roughness measurement in particular offers a lot of parameters that can be used to make very precise surface determinations. By the way, this does not only apply to the development laboratory. What is exploratively researched in development can be directly integrated into production with the fully automated solutions from Bruker Alicona.

Where the meaningfulness of profile roughness ends: All these profiles have similar Ra values.
We stick to our guns: roughness measurement is easy. In many cases, measurement on the profile is perhaps a little less complicated - especially when working with tactile devices. But what is the use of the simplest handling if in the end you cannot really benefit from the results or in the worst case even damage the workpiece? If you already have experience in using optical 3D measuring devices, you will not find it difficult to switch from profile to areal measurement. Bruker Alicona’s measuring systems do not behave much differently in areal measurement than in profile. Our metrology specialists will be happy to provide you with advice and support - regardless of whether you have already decided to measure the area or are still not sure which measurement method is right for you. Please feel free to contact us.
dieSonne-web-(21)-550x366.jpg "Turbine Blade with Cooling Holes")


-550x366.jpeg)

die_Sonne-550x366.png "Bruker Alicona at AMB 2024 in Stuttgart")



_Nagel-550x366.jpg)


-1024x563-550x366.jpg)
dieSonne-065-868x397-550x366.jpg)

dieSonne-120-550x366.jpg)






dieSonne-137-550x366.jpg)



dieSonne-(10)-2076x1706-550x366.jpg)

dieSonne-web-(102)-550x366.jpg "Rotation and tilt unit Real3DUnitX")
-550x366.jpg "knee implant measurement")
dieSonne-(23)-1706x1708-550x366.jpg "Key Regions of Turned Parts, Stamped Parts, Round Tools measured")
dieSonne-(01)-2277x1706-550x366.jpg "Production Metrology")
