Blog

Basée sur la technologie de Variation Focale, la machine à mesurer tridimensionnelle optique µCMM combine les avantages de la MMT tactile avec ceux des technologies sans contact. Grâce à un seul et même capteur, les géométries sur les pièces complexes comportant des tolérances serrées sont facilement accessibles et peuvent être mesurées avec une grande justesse.
La µCMM est la première MMT qui permet de mesurer la dimension, la position, la forme et la rugosité à très grande précision en utilisant un seul et même capteur. La µCMM offre une grande précision sur tout le volume de mesure 310 x 310 x 310 mm, elle fournit des mesures comportant une densité de points élevée et, en complément de ses capacités en métrologie dimensionnelle, elle permet également de mesurer la rugosité selon l'ISO 4287/88 (Ra, Rq, Rz...) et l'ISO 25178 (Sa, Sq, Sz...). Aucune autre MMT tactile ou multi-capteurs ne peut mesurer la forme et la rugosité des composants au moyen du même capteur.

Retrouvez les spécifications techniques de la µCMM.
L'incertitude de mesure de longueur reste inférieure à E=(0,8+L/600) µm dans l'ensemble du volume de mesure et est conforme à la norme l'ISO 10360. La densité élevée de points de mesure, même sur de longues distances, permet de mesurer sur des pièces des tolérances même serrées et de déterminer avec précision la position de ces mesures individuelles les unes par rapport aux autres. Cela signifie qu'il n'est plus nécessaire de mesurer l'ensemble de la pièce optiquement. Seuls les détails pertinents à la surface doivent être mesurés. Cela réduit les temps de mesure globaux.

Mesure 3D d'un foret au moyen de la µCMM. Seules les zones pertinentes sont mesurées, il n'est pas nécessaire de mesurer l'ensemble de la pièce.
Deux étalons de calibration permettent de vérifier la justesse de la µCMM. L'étalon µCMM CalibrationTool, fabriqué en Invar et étalonné par le DAkkS (Comité Allemand d'Accréditation), est conçu pour mesurer et vérifier les grandes distances. Il présente des distances entre des sphères calibrées de 10, 50, 100, 200, 300, 400 (mm). L'étalon Advanced µCMM CalibrationTool, étalonné par le METAS (Institut Fédéral de Métrologie Suisse), est utilisé pour vérifier des distances et des écarts de forme aux dimensions plus faibles.

Advanced µCMM CalibrationTool permet la vérification des distances et des écarts de forme.
La µCMM permet une utilisation simple et intuitive, et ce même pour des utilisateurs multiples, par exemple en environnement de production. Le pilotage s'effectue par l'intermédiaire d'une télécommande ergonomique spécialement développée pour la µCMM, et munie d'un écran tactile. En fonction de la mesure à réaliser, seules les informations nécessaires à l'opérateur sont affichées. Lors de l'apprentissage d'une gamme de mesure, seul le champ de mesure est affiché ; lors d'un changement d'objectif, ce sont les objectifs disponibles qui s'affichent. Par ailleurs, différents modes de vitesse permettent soit un positionnement rapide et approximatif, soit la mise au point sur un élément à mesurer.

La télécommande ergonomique de la µCMM dispose d'un écran tactile intégrant la vue en temps réel.
Oui, la µCMM est équipée d'un changeur automatique d’objectifs, ce qui présente plusieurs avantages par rapport aux machines à mesurer tridimensionnelles classiques. Les magasins fixes, qui sont généralement utilisés sur les MMT tactiles ou les systèmes de mesure multi-capteurs, réduisent le volume de mesure utilisable. Avec la MMT optique µCMM, le volume de mesure utilisable est identique au volume de déplacement.

Les systèmes de mesure doivent non seulement être en mesure de mesurer les composants avec la justesse nécessaire, mais aussi d'enregistrer et d'évaluer les données à tout moment et indépendamment des connaissances ou de l'expérience de l'opérateur.
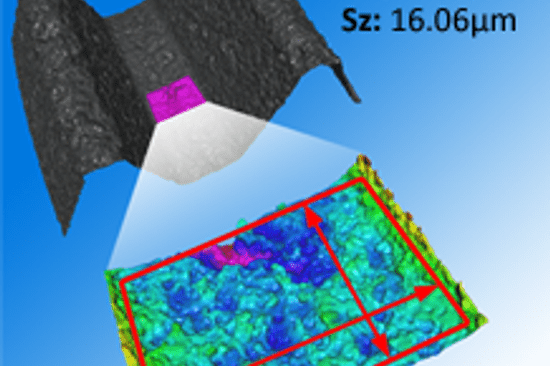
La µCMM convient aux composants mats à lisses et hautement polis. Grâce à l'utilisation d'un éclairage modulé pendant le processus de balayage vertical, les utilisateurs obtiennent non seulement des données 3D robustes et de haute résolution en profondeur, mais aussi une résolution latérale nettement plus robuste et plus élevée. Cela signifie que les défauts de surface peuvent également être mesurés sur des surfaces lisses, par exemple le verre, en dessous de 0,01µm.

La technologie Variation Focale Avancée permet un éclairage optimal de chaque point de mesure.
Ceci implique que même des surfaces très lisses peuvent être mesurées.
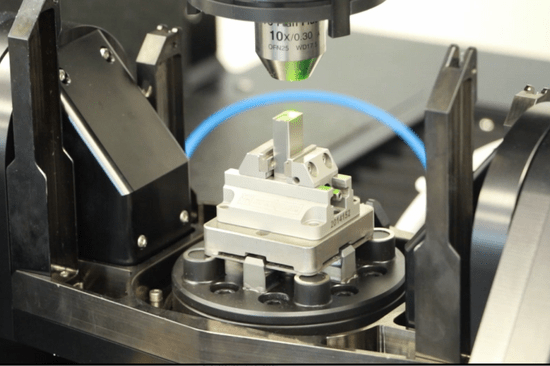
Les axes XYZ utilisent des règles Heidenhain en Zerodur de 3.9 nm de résolution, leader du marché. La justesse des axes combinée à la structure en granit massif et à la compensation active de température autorisent son utilisation en production. De plus, la stabilité du système de mesure est renforcée grâce à l'utilisation d'axes sur coussin d'air munis d'entraînements linéaires sans usure. La µCMM peut être déployée de 3 à 5 axes par l’ajout d'une unité automatique de rotation et d'inclinaison.

µCMM avec magasin de changement d'objectifs automatique :
Le capteur sélectionne automatiquement l'objectif correct.
Une unité automatique de rotation et d'inclinaison 'Advanced Real3D Rotation Unit' complète le système 3 axes par un 4ème et un 5ème axe. Cette option ouvre des possibilités d'automatisation des mesures sans besoin de montage/démontage des pièces sur leur support. De plus, les deux axes supplémentaires améliorent l'accessibilité aux positions de mesure sur les composants aux géométries complexes. L'unité de rotation peut être équipée de trois systèmes de bridage différents : à 3 mors, 3R ou Erowa.

Oui, en combinaison avec le logiciel opérateur MetMaX µCMM permet la mesure et l'évaluation automatique complète des composants. En quelques étapes, les utilisateurs peuvent charger les données CAO, les aligner et sélectionner les caractéristiques GD&T et PMI souhaitées. Le logiciel s'occupe du reste : il calcule automatiquement la stratégie de mesure et les trajectoires optimales, assure un processus de mesure sans heurts à l'aide d'une simulation virtuelle et lance la mesure en appuyant sur un bouton. Une fois la mesure terminée, les données sont automatiquement évaluées, même avec des ajustements pour les écarts de forme si nécessaire. Un système de compte-rendu clair vous fournit un retour d'information immédiat sur la qualité des résultats de mesure.
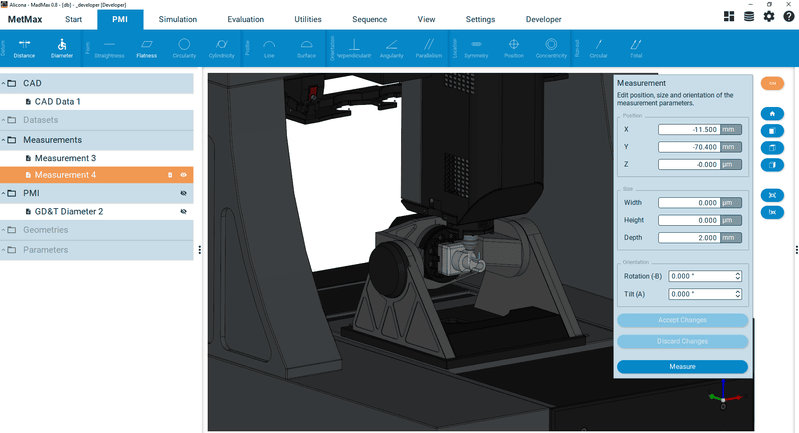
Le logiciel MetMaX offre un environnement virtuel dans lequel il est possible de tester le plan de mesure à l'aide d'un jumeau numérique de la MMT optique.
Oui, grâce à la µCMM, il est pour la première fois possible de mesurer les alésages par voie optique. La mesure est basée sur l'utilisation du cône lumineux complet. Ainsi, les faisceaux lumineux individuels sont réfléchis même sur les surfaces verticales et ils sont capturés par l’objectif. Cela signifie que les flancs de plus de 90° sont mesurés de manière raccordée avec une justesse et une répétabilité élevées. Le rapport maximum d'aspect entre le diamètre et la profondeur varie de 1:3 à 1:10 pour ce type de mesure. Pour les composants complexes tels que les nozzles, l'orientation des trous individuels les uns par rapport aux autres peut également être mesurée en combinaison avec le Real3D.

À gauche : la lumière réfléchie peut également être détectée à travers la lentille si la pente est supérieure à 90°.
À droite : Mesure des buses d'injection
dieSonne-web-(21)-550x366.jpg "Turbine Blade with Cooling Holes")




_Nagel-550x366.jpg)



-550x366.jpg)
dieSonne-065-868x397-550x366.jpg)
dieSonne-120-550x366.jpg)



-550x366.jpeg)

die_Sonne-550x366.png "Bruker Alicona at AMB 2024 in Stuttgart")






dieSonne-(10)-2076x1706-550x366.jpg)

dieSonne-web-(102)-550x366.jpg "Rotation and tilt unit Real3DUnitX")
-550x366.jpg "knee implant measurement")
dieSonne-(23)-1706x1708-550x366.jpg "Key Regions of Turned Parts, Stamped Parts, Round Tools measured")
dieSonne-(01)-2277x1706-550x366.jpg "Production Metrology")
